Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-10-24 Origen:Sitio









Para las piezas fundidas por compresión , el tratamiento T6 es el proceso de tratamiento térmico más utilizado e importante, que puede aprovechar al máximo el potencial de rendimiento del material.
I. La esencia y el propósito del tratamiento T6
Esencia: El tratamiento T6 es un proceso de dos pasos: tratamiento en solución + envejecimiento artificial completo.
Propósito principal: Al alterar la microestructura, se puede maximizar el límite elástico, la resistencia a la tracción y la dureza de las piezas fundidas manteniendo al mismo tiempo una buena plasticidad (alargamiento).
Primero, caliéntalo hasta que se ponga rojo (tratamiento con solución) para distribuir uniformemente la 'energía' en el interior.
Luego se sumerge rápidamente en agua fría para 'apagarlo', congelándolo en un estado de alta energía.
Finalmente, se coloca en un horno de baja temperatura para 'templar' (envejecimiento artificial), lo que permite que este estado de alta energía precipite de manera estable en forma de partículas fortalecedoras extremadamente finas, lo que hace que el material sea fuerte y resistente.
II. La importancia especial del tratamiento con T6 para los moldes comprimidos
¿Por qué los moldes son de fundición especialmente adecuados para el tratamiento con T6?
Gracias a la calidad interna densa y libre de poros que aporta el propio proceso de fundición por compresión .
Fundición a presión común de alta presión: hay una gran cantidad de pequeños orificios de aire en el interior. Durante el primer paso del tratamiento T6 (tratamiento con solución a alta temperatura), el aire dentro de los poros se expande debido al calor, lo que puede hacer que la superficie de la pieza fundida se abulte, se deforme o incluso se agriete. Por lo tanto, las piezas fundidas a presión ordinarias normalmente no pueden someterse al tratamiento T6.
Piezas fundidas exprimidas : solidificadas a alta presión, tienen una estructura extremadamente densa y casi sin poros. Por lo tanto, puede soportar la alta temperatura del tratamiento con solución sin presión y no desarrollará defectos como ampollas. Esta es una ventaja decisiva del casting por compresión sobre el fundición a presión ordinario.
III. Flujo de proceso detallado del tratamiento T6 (tomando como ejemplo aleaciones de aluminio comunes como el A356)
La siguiente figura presenta visualmente el proceso central y los cambios de microestructura del tratamiento térmico de la fundición por extrusión T6:
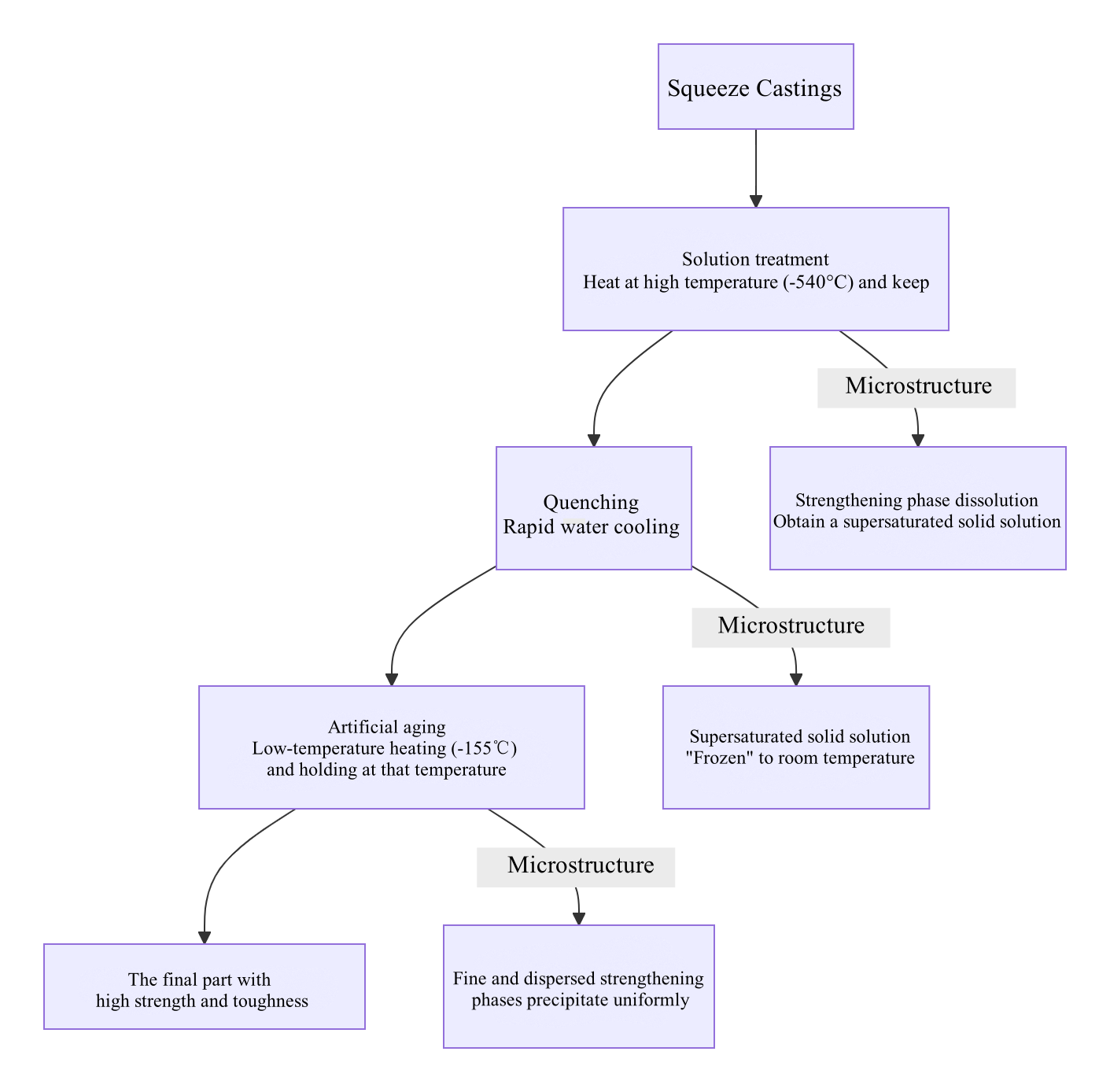
Paso uno: tratamiento con solución
• Operación: Coloque la pieza de fundición extruida en el horno de tratamiento térmico, caliéntela a una temperatura relativamente alta (para la aleación de aluminio de fundición A356, utilizada comúnmente, la temperatura suele estar entre 535 °C y 545 °C) y manténgala a esta temperatura durante varias horas (el tiempo de retención depende del espesor de la pared más gruesa de la pieza, generalmente de 2 a 12 horas).
• Objetivo:
(1) Disolución de las fases de refuerzo: Maximizar la disolución de las fases de refuerzo como Mg₂Si (fase de magnesio-silicio) en la aleación en la matriz de aluminio para formar una solución sólida uniforme y sobresaturada de α-aluminio.
(2) Homogeneización de la composición: hacer que la composición química dentro y alrededor de los granos sea más uniforme.
• Puntos Críticos de Control:
La temperatura debe controlarse con precisión. Si es demasiado bajo, la disolución será incompleta; si es demasiado alto, puede provocar una quemadura excesiva (fusión local), lo que provocará el desguace de las piezas.
Paso dos: enfriamiento
• Operación: Una vez completada la retención de la solución, retire rápidamente la pieza de trabajo del horno y sumérjala inmediatamente en el medio de enfriamiento para enfriarla rápidamente. El medio comúnmente utilizado es agua caliente entre 60°C y 100°C.
• Objetivo: Enfriar y 'congelar' rápidamente el estado de solución sólida sobresaturada a altas temperaturas y retenerlo a temperatura ambiente para evitar la precipitación prematura de la fase de fortalecimiento.
• Puntos Críticos de Control:
(1) Tiempo de transferencia: el retraso desde sacarlo del horno hasta sumergirlo en el medio de enfriamiento debe ser lo más corto posible (generalmente menos de 30 segundos), de lo contrario la fase de fortalecimiento precipitará antes del enfriamiento, afectando el efecto.
(2) Velocidad de enfriamiento: la velocidad debe ser lo suficientemente rápida como para garantizar la sobresaturación. Sin embargo, un enfriamiento demasiado rápido (como el agua helada) puede provocar una tensión interna excesiva, lo que provocará deformaciones o grietas. Por lo tanto, a menudo se utilizan agua caliente o soluciones acuosas de polímeros para equilibrar la velocidad de enfriamiento y el riesgo de deformación.
Paso tres : envejecimiento artificial
• Operación: Coloque la pieza de trabajo enfriada en otro horno a una temperatura más baja, caliéntela a 150°C - 180°C (para la aleación A356, generalmente es alrededor de 155°C) y manténgala durante 2 a 10 horas. Luego sácalo y déjalo enfriar al aire.
• Objetivo: Permitir que los átomos de soluto que se encuentran en un estado sobresaturado inestable después del enfriamiento precipiten en forma de fases de fortalecimiento extremadamente finas y dispersas. Estos precipitados a nanoescala impedirán eficazmente el movimiento de las dislocaciones dentro del cristal, mejorando así significativamente la resistencia del material. Este proceso también se conoce como 'fortalecimiento de la precipitación'.
• Puntos Críticos de Control:
La combinación de temperatura y tiempo de envejecimiento determina el rendimiento final. Cuanto más alta sea la temperatura o más tiempo, los precipitados crecerán, la resistencia alcanzará un pico y luego comenzará a disminuir (envejecimiento excesivo), pero la dureza aumentará.
IV. Ventajas de rendimiento de los yesos comprimidos después del tratamiento con T6
Tras el tratamiento T6, las propiedades mecánicas de las piezas fundidas por extrusión experimentarán un salto cualitativo:
Resistencia a la tracción: Puede alcanzar más de 290 MPa (valor típico de la aleación A356).
Límite elástico: Puede alcanzar más de 230 MPa (valor típico de la aleación A356).
Alargamiento: todavía puede mantener una buena plasticidad del 5% al 10%.
Esta combinación de alta resistencia y buena tenacidad permite que las piezas fabricadas mediante ' fundición por compresión + tratamiento térmico T6' reemplacen las piezas forjadas tradicionales y se utilicen ampliamente en componentes estructurales de seguridad, como sistemas de suspensión de automóviles, muñones de dirección y bielas de chasis.
V. Conclusión
El tratamiento térmico T6 es un proceso clave para liberar el potencial de rendimiento de las piezas fundidas por compresión . Precisamente porque la fundición por compresión proporciona palanquillas densas y de alta calidad, el tratamiento T6 se hace posible. La combinación de los dos ha creado una tecnología de fabricación avanzada capaz de producir componentes estructurales livianos, de alto rendimiento y con forma casi neta.



